Метчики для нарезания резьбы
Метчик – осевой инструмент для нарезания резьбы в отверстиях. Метчиком нарезают исключительно внутреннюю резьбу, для нарезания наружной резьбы данный инструмент не предназначен. В настоящий момент существует большое количество разновидностей и форм метчиков. Данный вид инструмента применяется во всех сферах производства и обрабатывающей промышленности (авиационной, машиностроительной, медицинской, станкостроении, оборонной, энергетической, судостроительной и т.д.). Также используется повседневно в хозяйственных нуждах и ремонтных работах.

Метчики для отверстий
Виды метчиков для резьбы
Все параметры конструкции и материалов метчиков для нарезания резьбы обусловлены назначением, обрабатываемыми металлами, используемым инструментом, оснасткой и техническими задачами. В первую очередь метчики разделяют по видам резьбы:
- метчики метрические M (Метчики ГОСТ 3266-81);
- метчики трубные цилиндрические G;
- метчик конический трубный R;
- метчики дюймовые конические K, NPT (ГОСТ 6227-80);
- метчики трапецеидальные Tr;
- метчики дюймовые UNC, UNF, UNEF, 8UN, UNS;
- метчики BSW, BSF, BSP, BSPT (дюймовая резьба Уитворта).
Все виды резьбы имеют свои особенности, в данной статье мы это разбирать не будем.
Для разных диаметров отверстий применяют соответствующие диаметры резьбы метчика.
Метчики левые и правые
Метчики разделяют на левые и правые. Метчик правый совершает работу по часовой стрелке, в то время как левый метчик для нарезки резьбы используют против часовой стрелки. Обозначение метчиков левых - LH. Левую резьбу используют для самозатягивающихся элементов.
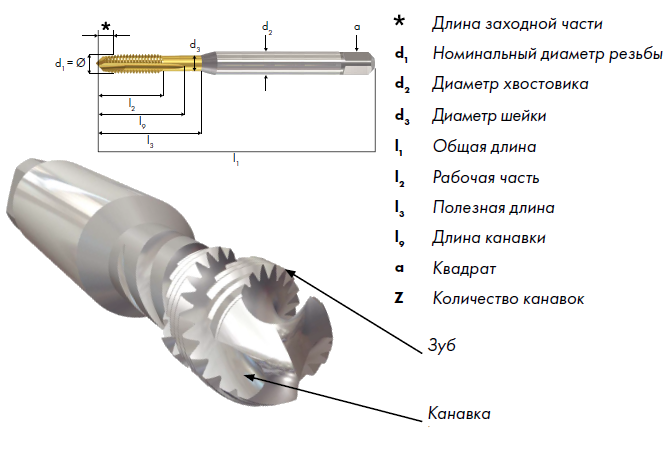
Элементы метчика
Метчики глухие и метчики сквозные
С конструктивной точки зрения, у метчиков под резьбу, как и у любого другого, осевого инструмента есть: рабочая часть, хвостовик. Рабочая часть имеет заборную часть, основную рабочую, стружкоотводящие канавки, зубья. В зависимости от длины заборной часть метчика можно выделить: метчики сквозные (с увеличенной заборной частью), также их называют метчики для сквозных отверстий; метчики глухие (с минимальной заборной частью), их называют метчики для глухих отверстий. Рабочая часть отличается допусками, метчики бываю черновые и чистовые метчики.Комплекты метчиков
Для правильного формирования внутренней резьбы используют комплекты метчиков. Обычно в комплекте 2 штуки (чистовой и черновой метчик), бывают комплекты из 3-х штук. Номера метчиков соответствуют 2 и 1. В первую очередь канавки формируют черновым метчиком с увеличенной заборной частью, затем уже имеющуюся резьбу «проходят» чистовым метчиком, после чего резьба готова к использованию.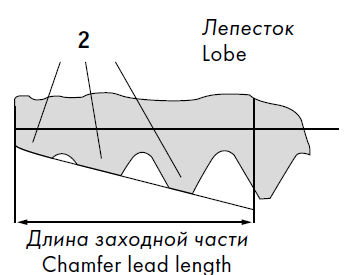
Метчик заборная часть
Длина заходной части 6-8 ниток, для метчиков с прямыми канавками
![]()
Длина заходной части 3.5-5 ниток, для метчиков с прямыми и винтовыми канавками
![]()
Длина заходной части 2-3 нитки, для метчиков винтовыми и прямыми канавками
![]()
Длина заходной части 1.5-2 нитки, для метчиков с прямыми и спиральными канавками
![]()
Метчики машинно-ручные ГОСТ
Различают метчики ручные и метчики машинные ГОСТ, но в основном производители изготавливают универсальные метчики машинно-ручные (обозначаются как м/р или метчик м-р). Хвостовик может отличаться в зависимости от способа нарезания резьбы: если работа будет производиться вручную, с помощью воротка для метчиков, трещотки, держателя метчиков и т.д. – на конце хвостовика должен быть квадрат для зажима инструмента; если же нарезание резьбы будет происходить на станке (токарном, сверлильном, фрезерном, расточном) - в этом случае, инструмент обычно зажимается цангой. Для этого на конце хвостовика метчика изготавливают специальную проточку, для надежного закрепления инструмента. Метчики ЧПУ – требуют синхронизации подачи и оборотов для правильного резьбообразования, исключения поломки инструмента и исключения брака деталей. Метчики машинно-ручные соответствуют ГОСТ (отечественные) или DIN (импортные). Хвостовик изготавливают разной длины, короткий, средний и удлиненный. Длинные метчики называются гаечными и используются для производства метизной продукции. Размеры и параметры гаечных метчиков регламентируются ГОСТ 1604-71. Купить метчики


Воротки для метчиков
По форме рабочей части, в зависимости от свойств обрабатываемых материалов (твердости, вязкости и т.д.), метчики изготавливают с прямыми, винтовыми канавками, называют такие метчики винтовыми. Угол наклона винтовых канавок бывает разный. Также канавки служат для подвода в зону резания смазочно-охлаждающей жидкости (СОЖ). Форма канавок значительно повышает эффективность обработки резьбы, увеличивает производительность, повышает срок службы инструмента. По форме зубцов могут быть метчики с шахматным расположением зубьев (метчик шахматный или метчик с шахматным зубом), используются в основном для обработки нержавеющих сталей. В бытовых целях, а также для обработки листового металла используют сверло-метчики. У таких инструментов рабочая часть наполовину имеет вид сверла, вторая половина метчика.
Метчик с прямой канавкой (для сквозных и глухих отверстий в короткостружечных материалах)
![]()
Метчик с прямой канавкой с подточкой центра (для сквозных отверстий в длинностружечных материалах)
![]()
Метчик с левой спиральной канавкой (для сквозных отверстий)
![]()
Метчик спиральный (для сквозных и глухих отверстий в короткостружечных материалах, для глухих отверстий в длинностружечных материалах)
Метчик со спиральной канавкой (для глухих отверстий в длинностружечных материалах)
Метчик машинный спиральный (для глухих отверстий в длинностружечных материалах)
Метчики изготавливают из быстрорежущих сталей, твердых сплавов, с износостойким покрытием, а также без него. Наиболее распространенные метчики Р6М5, быстрорежущая сталь с кобальтом Р6М5К5, метчики Р18. Импортные производители изготавливают метчики HSS, HSS E, HSS G, HSS TiN (с покрытием). Метчики твердосплавные используют обычно на производствах, где требования к деталям выше. В этом случае подбираются резьбовые метчики профессиональными специалистами.
Ниже представлена таблица метчиков с основными диаметрами для разных видов резьбы:
|
Диаметр резьбы / Размеры метчиков |
Шаг резьбы, мм | |||
|
Шаг основной резьбы, мм / Диаметр под метчик, мм |
Шаг мелкой резьбы, мм / Диаметр под метчик, мм | |||
|
Мелкая |
Мелкая 2 |
Супермелкая | ||
|
М 1 |
0.25 / 0.75 |
(0.2) / 0.8 |
- |
- |
|
М 1.2 |
0.25 / 0.95 |
(0.2) / 1 |
- |
- |
|
M 1.4 |
0.3 / 0.9 |
(0.2) / 1.2 |
- |
- |
|
M 1.6 |
0.35 / 1.2 |
(0.2) / 1.4 |
- |
- |
|
M 1.8 |
0.35 / 1.5 |
(0.2) / 1.6 |
- |
- |
|
M 2 |
0.4 / 1.6 |
(0.25) / 1.75 |
- |
- |
|
M 2.2 |
0.45 / 1.75 |
(0.25) / 1.95 |
- |
- |
|
M 2.5 |
0.45 / 2.05 |
(0.35) / 2.15 |
- |
- |
|
M 3 |
0.5 / 2.5 |
(0.35) / 2.65 |
- |
- |
|
M 3.5 |
0.6 / 2.9 |
(0.35) / 3.15 |
- |
- |
|
M 4 |
0.7 / 3.3 |
0.5 / 3.5 |
- |
- |
|
M 4.5 |
0.7 / 3.8 |
- |
- |
- |
|
M 5 |
0.8 / 4.2 |
0.5 / 4.5 |
- |
- |
|
M 5.5 |
- |
(0.5) / 4.5 |
- |
- |
|
M 6 |
1 / 5 |
0.75 / 5.2 |
0.5 / 5.5 |
- |
|
M 7 |
1 / 6 |
(0.75) / 6.2 |
0.5 / 6.5 |
- |
|
M 8 |
1.25 / 6.7 |
1 / 7 |
0.75 / 7.2 |
0.5 / 7.5 |
|
M 9 |
1.25 / 7.7 |
1 / 7.95 |
0.75 / 8.2 |
0.5 / 8.5 |
|
M 10 |
1.5 / 8.5 |
1.25 / 8.7 |
1 / 9 |
0.75 / 9.2 |
|
M 12 |
1.75 / 10.2 |
1.5 / 10.5 |
1.25 / 10.7 |
1 / 11 |
|
M 14 |
2 / 12 |
1.5 / 12.5 |
1.25 / 12.6 |
1 / 13 |
|
M 15 |
- |
1.5 / 13.4 |
1 / 13.95 |
- |
|
M 16 |
2 / 14 |
1.5 / 14.5 |
- |
1 / 15 |
|
M 18 |
2.5 / 15.4 |
2 / 16 |
1.25 / 16.6 |
1 / 17 |
|
M 20 |
2.5 / 17.4 |
2 / 18 |
1.25 / 18.6 |
1 / 19 |
|
M 22 |
2.5 / 19.4 |
2 / 20 |
1.5 / 20.5 |
1 / 21 |
|
M 24 |
3 / 20.9 |
2 / 22 |
1.5 / 22.5 |
1 / 23 |
|
M 27 |
3 / 23.9 |
2 / 25 |
1.5 / 25.5 |
(1) / 26 |
|
M 30 |
3.5 / 26.4 |
2 / 28 |
1.5 / 28.5 |
(1) / 29 |
|
M 33 |
3.5 / 29.4 |
2 / 31 |
1.5 / 31.5 |
- |
|
M 36 |
4 / 31.9 |
3 / 33 |
2 / 34 |
1.5 / 34.5 |
|
M 39 |
4 / 34.9 |
3(4) / 35.9 |
2 / 37 |
1.5 / 37.5 |
|
M 42 |
4.5 / 37.4 |
3(4) / 37.9 |
2 / 40 |
1.5 / 40.5 |
|
M 45 |
4.5 / 40.4 |
3(4) / 40.9 |
2 / 43 |
1.5 / 43.5 |
|
M 48 |
5 / 42.8 |
3 / 44.9 |
2 / 46 |
1.5 / 46.5 |
|
M 52 |
5 / 46.8 |
(4)3 / 48.9 |
2 / 50 |
1.5 / 50.5 |
|
M 56 |
5.5 / 50.4 |
4 / 51.9 |
3(2) / 53 |
1.5 / 54.5 |
|
M 60 |
5.5 / 64.4 |
4 / 55.8 |
3(2) / 67 |
1.5 / 58 |
|
M 64 |
6 / 57.8 |
4 / 59.8 |
3 / 61 |
2(1.5) / 62 |
|
M 68 |
6 / 61.8 |
4 / 63.8 |
3 / 65 |
2(1.5) / 66 |
Таблица для резьбы метчиком
Благодаря параметрам выше в таблице, не трудно определить какое сверло нужно выбрать под метчик нужной резьбы. Стандартный шаг метчиков указан в первой колонке – он же основной шаг. При использовании основного шага его принято не маркировать на метчике.
Как нарезать резьбу метчиком
1.Выбор наиболее подходящего метчика
Какой тип метчика, можно ли использовать метчик раскатник (бесстружечный метчик раскатник), зависит от типа обрабатываемой стали. Как общее руководство, материалы с относительным удлинением не менее 10% могут быть холодноформованы. Для определения наиболее подходящего метчика, обращайтесь к каталогам и таблицам применяемости конкретного производителя.
2. Отверстия под резьбу
Отверстия под резьбу должны быть очищены от стружки и грязи. Отверстия должны иметь предписанный размер.
3. Смазка при нарезании резьбы машинным метчиком
Зачастую охлаждающие жидкости, используемые на метчик станок, недостаточны для нарезания резьбы, поскольку процентное содержание смазки слишком низкое. Если нет возможности увеличить процентное содержание смазки в эмульсии, то проблему смазки можно решить другими способами:
- смазочный блок, соединенный с управлением станком, подает в нужный момент определенное количество концентрированной эмульсии в отверстие или на метчик;
- насос в отдельном резервуаре, управляемый станком, подает определенное количество концентрата в отверстие.
4. Скорость метчика для нарезания внутренней резьбы
Скорость резания оказывает большое влияние на отвод стружки и срок службы метчика. Поэтому стоит выбрать наиболее подходящую скорость резания при помощи испытаний. Скорость резания должна быть соотнесена с характеристиками обрабатываемого материала, станка и оснастки.
Влияние неправильной скорости резания:
- повышенные нагрузки;
- сколы на заходной части метчика, вызванные перегрузкой режущего зуба;
- рваная резьба;
- низкая стойкость метчика;
- проваленная резьба.
5. Налипание металла
Каковы причины налипания металла?
- слишком высокая или слишком низкая скорость резания;
- неправильный выбор метчика;
- метчик с неадаптированной геометрией резания;
- охлаждающая жидкость, непригодная для материала;
- недостаточная смазка;
- осевое давление (или вытягивание) на метчик;
- недостаточный диаметр отверстия под резьбу;
- рваные стенки отверстия под резьбу;
- стружка в отверстии после цикла нарезания метчиком;
- ошибка центровки;
- ошибка соосности.
6. Крепление метчика
Метчик должен быть закреплен соосно отверстию. На станках без синхронизации (подача/скорость), рекомендуется использовать резьбонарезной патрон.
7. Резьбонарезные головки
На станках без синхронизации (подача/скорость) подача должна программироваться, как правило, прим, на 5 - 10% меньше шага резьбы. В этих случаях нужно использовать резьбовой патрон для метчиков, который будет компенсировать разницу между значениями подачи и шага резьбы.
Важно, чтобы пружина натяжения в осевой компенсации была установлена на небольшое значение, чтобы избежать осевой нагрузки метчика. Пружина сжатия, с другой стороны, должна быть натянута так, чтобы метчик начал резать, сжимая пружину не более чем на половину шага.
Высокая жесткость станка и оснастки является необходимым условием для оптимального качества и производительности. Убедитесь, что выбрана правильная скорость резания. Убедитесь, что при нарезании резьбы используется достаточное количество СОЖ.
Как правильно нарезать резьбу метчиком (Проблемы при резании и их устранение)
Частичное выкрашивание метчика
|
Возможные причины |
Устранение |
|
Застревание стружки |
Проверьте скорость резания. Используйте альтернативный тип метчика. |
|
Метчик упирается в дно отверстия |
Проверьте глубину отверстия и резьбы. Просверлите отверстие под резьбу глубже. |
|
Неравномерная структура материала заготовки |
Отрегулируйте скорость резания. Повысьте концентрацию СОЖ. Используйте метчик с другой геометрией/покрытием. |
Чрезмерный износ метчика
|
Возможные причины |
Устранение |
|
Неправильно выбрано скорость |
Отрегулируйте скорость резания в соответствии с материалом заготовки. Воспользуйтесь метчиком с рекомендованным покрытием. |
|
Недостаточная насыщенность или количество СОЖ |
Обеспечьте использование подходящей охлаждающей жидкости в достаточном количестве. Убедитесь, что СОЖ подается в зону резания. |
|
Упрочнение поверхности отверстия после сверления |
Проверьте условия сверления отверстия (сверлите внимательно, избегая риска уплотнения поверхности). Проверьте режущие кромки сверла. |
|
Синхронизация |
Проверьте состояние синхронизации. Избегайте жесткого нарезания резьбы в материалах с высокими механическими свойствами. |
Сломался метчик
|
Возможные причины |
Устранение |
|
Используется неправильный метчик (геометрия резания непригодна для применения) |
Используйте метчик для соответствующей группы материалов. |
|
Плохой стружкоотвод |
Выберите геометрию в соответствии с глубиной нарезаемой резьбы. При необходимости подберите длину канавок. |
|
Ошибка центрирования |
Убедитесь, что оси метчика и отверстия совпадают. |
|
Метчик упирается в дно отверстия |
Используйте резьбонарезной патрон с осевой компенсацией и предохранительной головкой. |
|
Слишком маленькое отверстие под резьбу |
Выберите отверстие в соответствии с таблицей. |